Odparnik typu spawania laserowego laserowego z płytkami poduszkowymi do ścieków produkcji papieru
Wprowadzenie
Słabe czarne likiery (WBL) z brązowych pralek to zazwyczaj 13-18% TS.Większość tej zawartości wody musi zostać odparowana, aby uzyskać materiał o wystarczająco dużej zawartości ciał stałych, aby wspierać skuteczne spalanie w kotle odzysku, zazwyczaj od 65% do 80%TS.
Podczas parowania do tego poziomu stałych substancji, różne lotne składniki (związki siarki, metanol itp.)) są uwalniane z cieczy i muszą być oddzielone od kondensatu, aby umożliwić ponowne wykorzystanie w linii włóknistej i rekustyfikację.Z tego punktu widzenia instalacja parowania pełni funkcję "fabryki wody" w obrębie młyna.podczas procesu parowania, osiągają swój limit rozpuszczalności i mogą osadzać się w formie łusek na powierzchniach przeniesienia ciepła parownika, znacznie ograniczając zdolność operacyjną instalacji parowania i całej wyspy odzysku.
Złożony skład czarnego likieru przekłada się na kilka wzajemnie zależnych wymogów projektowych dla parowników:
Instalacja parowania musi skutecznie przenosić ciepło do parowania czarnego płynu.
Musi to robić, unikając tworzenia się łusek na powierzchniach przeniesienia ciepła.
Instalacja parowania musi również wytwarzać wystarczająco czyste frakcje kondensatu, aby zaspokoić potrzeby zakładu celulozowego i powierzchni rekustykowania, co znacznie zmniejsza zużycie wody słodkiej w zakładzie.
Płynne składniki i NCG należy usunąć i przygotować do bezpiecznego usuwania w drodze spalania.
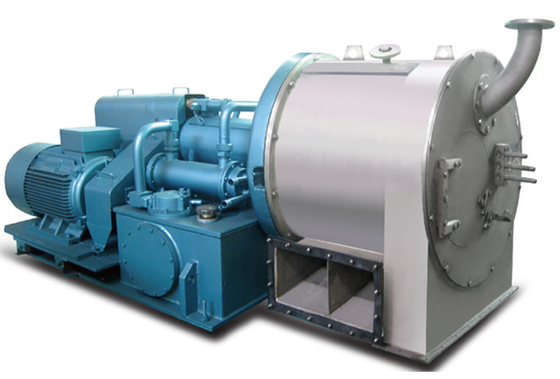
Wyposażenie do parowania
Istnieją dwa podstawowe typy wyposażenia parowniczego używanego obecnie do parowania czarnych płynów:
Wzrost wyparów filmowych
Niniejsza konstrukcja, zwana również parownikiem LTV (Long Tube Vertical), dominuje w przemyśle od dziesięcioleci i pozostaje powszechnym widokiem w starszych zakładach.
Odparki z falą spadającą (FF)
Projekt ten oparty jest albo na rurach, albo na płytkach jako powierzchniach przenoszących ciepło.Liquor jest przetwarzany na wnętrzu układów intubularnych, ale na zewnątrz powierzchni transferu ciepła w konstrukcjach płyt.
Parniki FF składają się z zbiornika płynu, z którego określona objętość płynu jest ciągle recyrkowana do górnej części elementu grzewczego.
Urządzenie dystrybucyjne, zazwyczaj tacę lub w niektórych konstrukcjach dyszę rozpylającą, rozprowadza przepływ płynu na całej powierzchni grzewczej.Otwory w jednostkach rurowych lub szczeliny dla jednostek płyt są umieszczone tak, aby płyn mógł spaść na tablicę lub płytyNawet rozkład alkoholu jest kluczowym aspektem w przypadku tego typu projektów, a zarówno tacza, jak i tabliczka (lub element talerza) muszą być równoległe.
Po urządzeniu dystrybucyjnym na powierzchniach grzewczych tworzy się cienka folia płynu, która płynie w dół z powrotem do zbiornika płynu, podczas gdy jest częściowo parowana.Wskaźniki transferu ciepła są znacznie lepsze, zwłaszcza w wyższych stężeniach, gdy stosuje się opadające wzory folii w porównaniu z podnoszącymi się wzory folii, ponieważ płyn opada turbulentnie na powierzchnię grzewczą.Wszelkie wymagania dotyczące podgrzewania płynu są również skutecznie realizowane w projekcie spadającej folii.
Mechaniczne odparowanie rekompresji MVR zużycie parownika w porównaniu z tradycyjnym sprzętem parowania obliczone przez odparowanie 1T wody
| Nazwa |
Pary |
Energia elektryczna |
Koszty całkowite (RMB) |
| Pojemność odparowania (kg/h) |
Zużycie (T) |
Koszt (RMB) |
Pojemność energii elektrycznej |
Koszt (RMB) |
|
| Wyparnik jednokrotnego działania |
1.1 |
220 |
3 |
2.1 |
222.1 |
| Wyparnik podwójnego efektu |
0.55 |
110 |
3 |
2.1 |
112.1 |
| Wypaczacz trójefektowy |
0.4 |
88 |
3 |
2.1 |
90.1 |
| Parnik MVR |
0.02 |
4.4 |
30 |
21 |
25.4 |

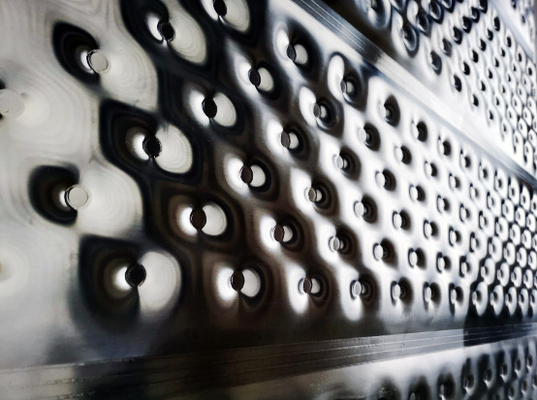
Płytka przeniesienia ciepła składa się z dwóch cienkich płyt, które są całkowicie spawane wokół przez proces spawania laserowego, a środkowy obszar jest pełen wzoru poduszki; po procesie formowania,w środku płyty przesyłowej ciepła tworzy się otwór w kształcie poduszkiKonstrukcja poduszki tworzy doskonałą turbulencję i zapewnia samodzielną strukturę.często dodaje się dodatkową ścieżkę spawania do płyty przesyłowej ciepła w celu regulowania i kontrolowania pozycji interfejsu płynu w płytę przesyłową ciepła, prędkość przepływu i przepływ płynu w płytce, tak aby zoptymalizować efekt transferu ciepła.
Zalety technologii płyt cieplnych:
1) Doskonała konstrukcja turbulencji, wysoki współczynnik przenoszenia ciepła;
2) wysoka niezawodność spawania;
3) niewielki opór na powierzchni zewnętrznej, niełatwy do wytworzenia brudu;
4) odporność na wysokie temperatury i wysokie ciśnienie;
5) szeroki kanał, niski spadek ciśnienia, łatwe do czyszczenia;
6) elastyczna konstrukcja kształtu, optymalizacja efektu transferu ciepła.
Sprzęt i zdolności produkcyjne

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!